


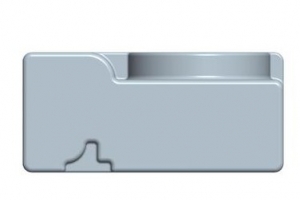
制件出现拉白是在生产塑胶外壳时比较常见的一种泛白现象,它和顶白、拖白有些相似却有不同。顶白是制件在模具中冷却之后收缩比较大,脱模困难,顶出针顶出制件时受力太大形成的痕迹,一般是在制件顶部位置。拖白是制件边缘和模具发生摩擦产生泛白。而拉白一般在制件结构复杂、型腔比较深、脱模斜度小的位置出现。形成原因是
褶皱是指塑胶外壳的表面有着比较细微的沟痕,虽然褶皱细纹比较小,在一般情况下不认真观察是难以发现。但是如果加工的工艺方法步骤出现问题,产生大量且密集的细纹就非常的影响产品外观。不同原因形成的褶皱细纹解决方法也不一样,其原因大和种类大致分为两种。第一种是机械加工痕迹和加工纹理方法的细纹,其形成原因主要是
塑胶制品混色是指注塑加工的产品表面混油一团团、一块块与制品颜色完全不一样的色泽塑胶。产品混色的原因一般是由于在换料以后,热流道、料筒、螺杆没有清洗干净,同时原料受到污染,有其他颜色的材料混入导致颜料分散且互相混杂,色粉扩散不良也是原因之一。相对应的可以提高料筒、喷嘴、模具的温度,将设备残留的杂质清理

模具加工厂在注射成型聚苯乙烯制品时,会发现制件浇口出现不同颜色深度和光泽组成的辐射状条纹,这种现象一般被称作光芒线。表现形式一般有三种,深色底暗色线,暗色底深色线,在浇口周围区域暗色线密集且发白。造成光芒线产生的因素有:原料PS和改性PS的性质有所不同,二者之间其实属于不同的物料。因此物料流动性不

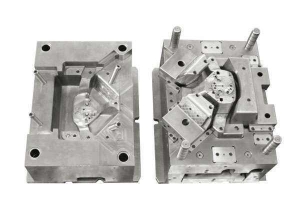
注口黏著是注塑模具厂家生产制件常见的缺陷问题,一般的表现特征是注口被住口涛牵住。生产中出现这类问题会造成多种不便,降低生产效率,还会影响到产品的质量。为了避免注口黏著导致的不良影响,就要从产生问题的原因出发,针对性的使用合理方法去解决!出现注口黏著的原因:1、注口套没有对准射嘴,生产过程中就会上下摆动

注塑产品出现污渍痕一般是和浇口区域有关,主要呈现的方式为表面暗淡,有的时候还会看见条纹。污渍痕是注塑厂家在生产中常见的问题,并且由于污渍痕会影响到了产品的外观,令人十分的头疼。为了解决污渍痕对产品的影响,我们就需要在生产加工工艺上找出原因,以及如何改善的方法。一、设备1、原料的熔融温度太高,造成一定的
塑胶厂家在将制品生产进行喷油的表面处理时,常常会因为制品表面的油污带来不便。由于制件油污中含有脱模剂、助剂、润滑油、灰尘等,极大限度降低了油漆的附着力,给喷油处理带来了难度,阻碍了生产进度。那么,油污产生的原因是什么,又该如何解决呢?制件表面有油污的原因:1、加工时的环境问题,周围有过多的灰尘,而高光

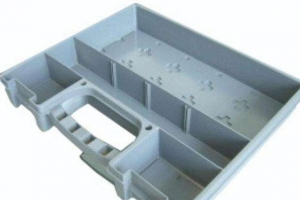
拉高是指塑胶制品边缘或者孔位在脱模时拉出反口,塑胶制品拉高是注塑模具厂家时常要避免和解决的问题。拉高会在一定程度上使得产品发生轻微的变形,降低产品的受冲击强度,质量也难免受到影响。为此,需要在生产工艺上找出制品拉高的原因以及解决办法。制品拉高的原因:1、拔模斜度太小,增加了拔模阻力制品就不能顺利顶出模

塑胶品的低成本,使用方便使其在人们生活中已经得到广泛的使用,但是注塑厂家在生产制件过程中很容易拉伤,造成所谓的外观不良,这就给厂家带来了很大的麻烦。产品拉伤是什么造成的?一、模具1、模具设计问题,浇口设计的不合理导致产品压力过大、保压时间长,产品就很容易拉伤2、产品在开模的时候没有百分百在后模,可能会
注塑厂家在生产加工中时常会碰到材料成型过程出现不平衡现象,当制件受到外力强迫就会形成内应力,在制件靠近分型面的边缘上出现应力痕。应力痕并非是裂痕,在适当的加热条件下,还是很有可能恢复原状使得应力痕消退。但是应力痕在产品表面呈现是发亮、发白的痕迹,由于应力痕比较明显,在一定程度上影响到产品外观,所以燊

注塑模具厂家在生产塑胶件的过程中,时常要用到色粉或者色母粒等方法进行着色,这个过程当中可能会出现变色的现象。引起制件变色的原因比较多,在高温成型时树脂氧化降解,塑胶制件的某些组成部分和助剂颜料发生化学反应,着色颜料、助剂不耐高温等等。为了避免塑料变色影响到产品质量,生产出合格的产品,就需要在生产工艺

PS塑料是注塑厂家常使用的生产原料,由于PS塑料有着高强度尺寸稳定,良好的加工成型性等优点而被厂家们广泛使用。但是PS制件也会在生产加工中由于模具、操作工艺和制件设计等出现问题。常见的就是在制件浇口附近的表面,以浇口为中心形成密集的震纹。震纹产生的原因主要是:熔体粘度太大以滞留行驶充模,前端的料一接

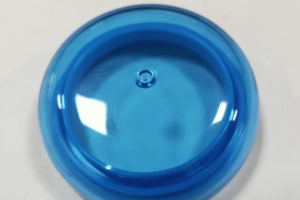
注塑制品浇口附近出现冷料斑是注塑模具厂家经常碰到的问题,冷料斑是指制件靠近浇口的位置有雾色或者亮色的斑纹,或者是如蚯蚓形状的弯曲疤痕。冷料斑现象在厚壁制件中普遍存在,想要改善或者避免就需要找对方法。冷料斑形成主要原因有两种:一、前锋因流道冷却作用传去热量,在进入型腔前已经有部分开始冷却固

注塑加工中制件出现白化现象是比较常见的,白化现象是指稳定剂等配合剂迁移到产品表面,产品表面就有像喷了粉的白色现象。一般是在ABS树脂制品的推出部分,主要原因是脱模不良,遭受过大的外力作用。制件白化原因:1、模具表面不光洁,过分粗糙,加大了脱模阻力,制件承受不住过量的负荷出现白化。2、模具内排气孔道不

注塑模具厂家遇到的分层起皮是指制件表面能被一层一层的剥离。一般是由于原料内混入了不同性能的塑料,模具温度低、原料相容性差、熔料沿模具表面流动剪切作用过大,导致料成薄层状剥离、脱落,做包胶产品的时候更加的严重。会给最后成型的塑胶制件外型带来瑕疵,不美观,客户也不会满意。为此,我们需要在生产加工中避免制

QR code attention
Shenye plastic


